
客服热线:
13337005389/13296972148

企业名称:内蒙古康盛润田节水管业有限公司
销售地址:内蒙古五原县汽车南站东100米景恒泰大酒店底商
联系人:康经理
电话:133 3700 5389
手机:132 9697 2148
邮箱:nmgkdgy@163.com
厂址:内蒙古五原县东风桥加气站北500米路西(北绕城南200米)
网址:www.nmgkdgy.com
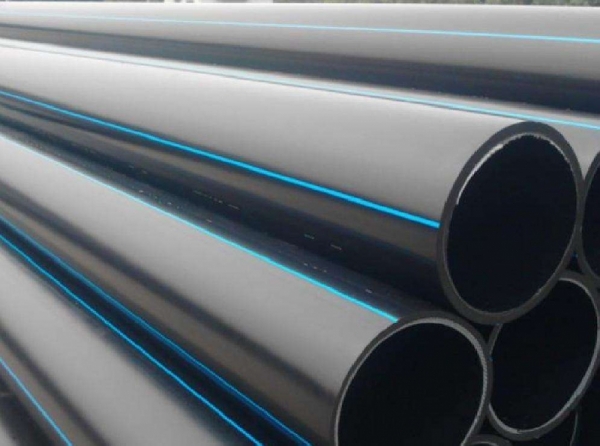
pe管生产设备的加压方法是什么?
一。待测管道内的空气排除后,应以稳定的升压速度将压力升至所需的压力值,并尽量将压力表放置在管道下部。
二。压力试验可在管道回填前后进行,管道应每隔一定时间覆土。特别是对于蛇纹石管道,试压时应将管道固定在原位。法兰连接应暴露在外,以检查是否泄漏。
三。试压试验压力不应超过系统中低压聚乙烯管或管件压力等级的1.5倍。开始时,应将压力增加到规定的试验压力值,并保持足够的时间,以确保管道膨胀。这个过程需要2-3个小时。当系统稳定时,压力应升至工作压力的1.5倍,并稳定1小时。注意观察压力表,并沿线路巡查。试验过程中无明显泄漏或压降,管道试压合格。
四。其使用方法是将冷热水管与软管连接成一个圆和一根管。当压力测试仪连接到任何出水口时,压力指针为0。
五。水压试验在所有水管焊接完毕后进行。试压前应堵住所有堵头,关闭进水总管阀门。在压力测量过程中,摇动千斤顶的压力杆,直到压力表指针指向0.9-1.0左右,即当前压力激励为正常水压的3倍,使该压力值保持一定时间。
接着告诉您pe管是如何挤出的,聚乙烯管生产线主要是将塑料经加热、塑化、熔融后稳定地输送到管头。管坯由头部形成。在牵引装置的作用下,通过设置和冷却装置,达到所需的几何形状和尺寸精度,然后将其切断、包装、入库。在称量和配料前,根据相应的检验规范对来料进行检验是关键控制过程之一。然后按产品配方准确称取原料,混匀,70-80℃干燥,180-230℃熔融,20-120r/min挤出,15-30℃0.01-0.06pma冷却。塑料制品的常用成型方法。橡胶注射和塑料注射通常用于产品。注射成型又可分为注射成型和压铸成型。注塑机(简称注塑机或注塑机)是利用塑料模具将热塑性塑料或热固性材料制成各种形状塑料制品的主要成型设备。注塑成型是通过注塑机和模具来实现的。






 蒙公网安备15082102000032号
蒙公网安备15082102000032号