
客服热线:
13337005389/13296972148

企业名称:内蒙古康盛润田节水管业有限公司
销售地址:内蒙古五原县汽车南站东100米景恒泰大酒店底商
联系人:康经理
电话:133 3700 5389
手机:132 9697 2148
邮箱:nmgkdgy@163.com
厂址:内蒙古五原县东风桥加气站北500米路西(北绕城南200米)
网址:www.nmgkdgy.com
热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。其主要工艺过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊。
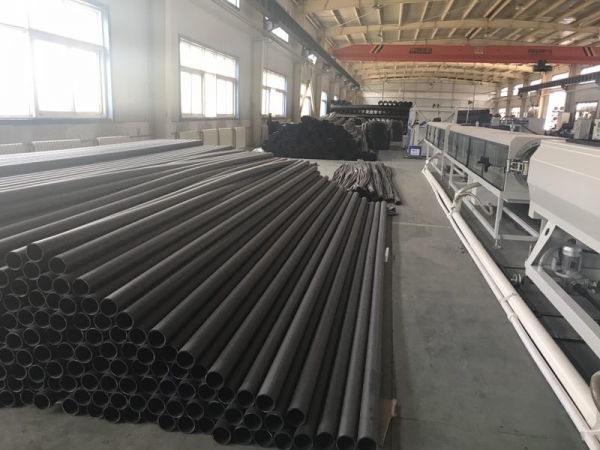
PE管焊接和安装工艺步骤:
材料准备用于焊制管件的管材的圆度应高于标准值,下料时要留出10-20mm的切削余量。用于管道连接时应将两待焊管材置于平坦的地面,夹紧管材根据所焊制的管件更换基本夹具,选择合适的卡瓦,切削前须将所焊管段夹紧。
切削所焊管段端面的杂质和氧化层,两对接端面平整、光洁。
对中两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。
加热有足够的熔融料,以备熔融对接时分子相互扩散。
切换从加热结束到熔融对接开始这段时间为切换周期,熔融对接质量,切换周期越短越好。
熔融对接是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。
冷却由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却须在一定的压力下进行。
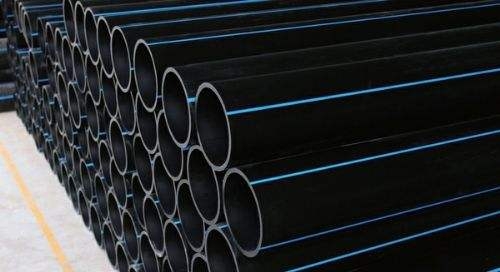
PE管材、管件及附件的质量要求:
(1)首先检查以下内容且应符合《PE管材、管件》GB/T3663.2、GB/T13663要求
①出厂合格证②检测报告③使用的PE原料级别(PE80或PE100)和牌号④外观⑤长度⑥颜色⑦不圆度⑧外径及壁厚⑨生产日期
PE管道在地面连接时,管道的沟槽长度,应符合以下要求: a、单管为 为PE管外径)。 b、双管为dn1+dn2+S+0.3m(dn为PE管外径,S为两管间距)(S一般为0.1~0.2m)

转载声明:
该文章转载于网络,是出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如转载作品侵犯作者署名权,或有其他诸如版权、肖像权、知识产权等方面的伤害,并非本网故意为之,在接到相关权利人通知后将立即加以更正。





 蒙公网安备15082102000032号
蒙公网安备15082102000032号